
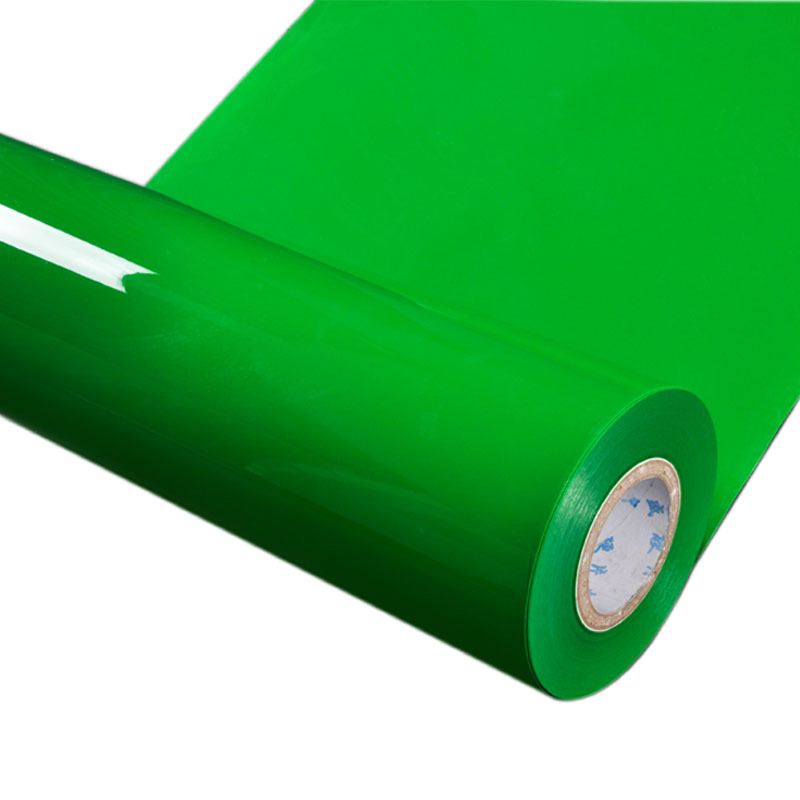
聚对苯二甲酸乙醇在较宽的温度范围内,保持其优良的物理机械性能,-20??C~80??C温度的影响很小,长期使用温度可达120度,能在150??C使用一段时间。 聚对苯二甲酸乙二醇酯的透气率虽然比聚偏二氯乙烯大些,但作为包装材料仍是属阻气性良好的。

APET的玻璃化转变温度大约从180℉(82.2℃)开始,具体温度取决于其组成。当加热到玻璃化转变温度时,APET开始软化、熔融并结块,这会导致物料在干燥料斗中停止流动,因此在高温干燥前,必须先使APET废弃片料结晶!
APET片料不规则的大小和较低的体积密度,极易造成输送系统的堵塞;在干燥料斗中,与APET片料流动方向相反的干燥空气会对物料流动带来干扰;采用APET片料造粒时会产生微粒。

(1)机筒内有死角或障碍物,容易促进熔料降解。(2)机器塑化容量太小,塑料在机筒内塑化不充分;机器塑化容量太大,塑料在机筒内受热和受剪切作用的时间过长,塑料容易老化,使制品变脆。(3)顶出装置倾斜或不平衡,顶干截面积小或分布不当。








